


Major companies including GE, Siemens, Intel, Funac, Kuka, Bosch, NVIDIA and Microsoft are all making significant investments in machine learning-powered approaches to improve all aspects of manufacturing. The technology is being used to bring down labor costs, reduce product defects, shorten unplanned downtimes, improve transition times, and increase production speed.
So-called “smart manufacturing” (roughly, industrial IoT and AI) is projected to grow noticeably in the 3 to 5 years, according to TrendForce. The firm estimates that the global smart manufacturing market will be well over $200 billion this year and will increase to over $320 billion by 2020. That is a projected compound annual growth rate of 12.5 percent. Similarly, the International Federation of Robotics estimated by 2019 the number of operational industrial robots installed in factories will grow to 2.6 million from just 1.6 million in 2015.
This article will focus on how four of the leading companies in the world of manufacturing are using cutting edge AI to make interesting improvements to factories and robotics. It will focus on two main themes:
- The different ways machine learning is currently be used in manufacturing
- What results the technologies are generating for the highlighted companies (case studies, etc)
From what our research suggests, most of the major companies making the machine learning tools for manufacturing are also using the same tools in their own manufacturing. This makes them the developer, the test case and the first customers for many of these advances. This is a trend that we’ve seen in other industrial business intelligence developments as well.
This same in-house AI development strategy may not be possible for smaller manufacturers, but for giants like GE and Siemens it seems to be both possible and (in many cases) preferred to dealing with outside vendors. In either case, the examples below will prove to be useful representative examples of AI in manufacturing.

Siemens
The German conglomerate Siemens has been using neural networks to monitor its steel plants and improve efficiencies for decades. The company claims that this practical experience has given it a leg up in developing AI for manufacturing and industrial applications. In addition, the company claims to have invested around $10 billion in US software companies (via acquisitions) over the past decade.
In March of 2016 Siemens launched Mindsphere (in beta), which is a main competitor to GE’s Predix product. Mindsphere – which Siemens describes as a smart cloud for industry – allows machine manufacturers to monitor machine fleets for service purposes throughout the world. At the end of 2016 it also integrated IBM’s Watson Analytics into the tools offered by their service.
Like GE, Siemens aims to monitor, record, and analyze everything in manufacturing from design to delivery to find problems and solutions that people might not even know exist. The German government has referred to this general dynamic of “Industry 4.0.”
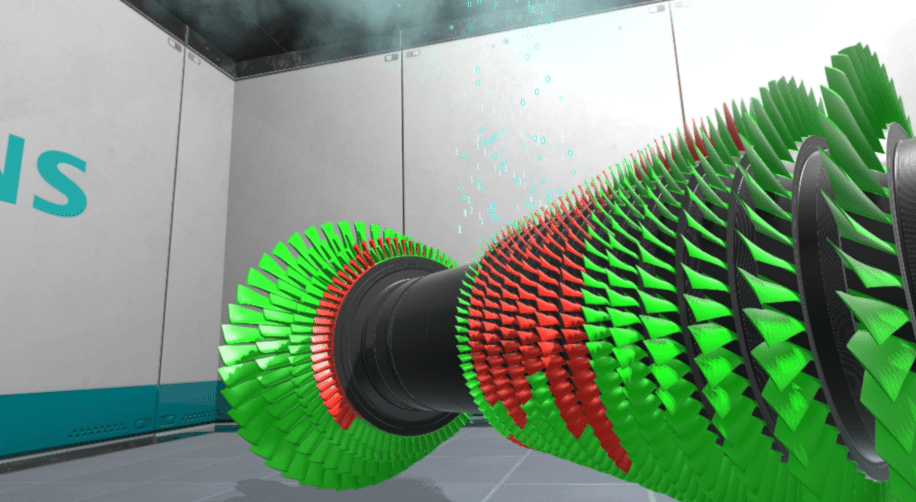
The AI success story Siemens frequently highlights is how it has improved specific gas turbines’ emissions better than any human was able to. “Even after experts had done their best to optimize the turbine’s nitrous oxide emissions,” says Dr. Norbert Gaus, Head of Research in Digitalization and Automation at Siemens Corporate Technology, “our AI system was able to reduce emissions by an additional ten to fifteen percent.”
Siemens latest gas turbines have over 500 sensors that continuously temperature, pressure, stress, and other variables. All this information is feed to their neural network-based AI. Siemens claims their system is learning how to continuously adjust fuel valves to create the optimal conditions for combustion based on specific weather conditions and the current state of the equipment. More combustion results in few unwanted by-products.
One of the many ways Siemens sees their technology eventually being used is with a product called Click2Make, a production-as-a-service technology. By companies having a full understanding of all resources available and a highly adaptable robots the goal is to eventually make manufactures providing mass customization possible.
How it would work is that a company would decide they want to produce specific limit run object, like a special coffee table. The company would submit their design and the system would automatically start a bidding process among facilities that have the equipment and time to handle the order. It would allow suppliers to automatically derive production plans and offer them in real time to potential buyers. The goal is a rapid turn around from design to delivery.
GE
General Electric is the 31st largest company in the world by revenue and one of the largest and most diverse manufacturers on the planet, making everything from large industrial equipment to home appliances. It has over 500 factories around the world and has only begun transforming them into smart facilities.
In 2015 GE launched its Brilliant Manufacturing Suite for customers, which it had been field testing in its own factories. The system takes a holistic approach of tracking and processing everything in the manufacturing process to find possible issues before they emerge and to detect inefficiencies. Their first “Brilliant Factory” was built that year in Pune, India with a $200 million investment. GE claims it improved equipment effectiveness at this facility by 18 percent.
The goal of GE’s Brilliant Manufacturing Suite is to link design, engineering, manufacturing, supply chain, distribution and services into one globally scalable, intelligent system. It is powered by Predix, their industrial internet of things platform. In the manufacturing space, Predix can use sensors to automatically capture every step of the process and monitor each piece of complex equipment.
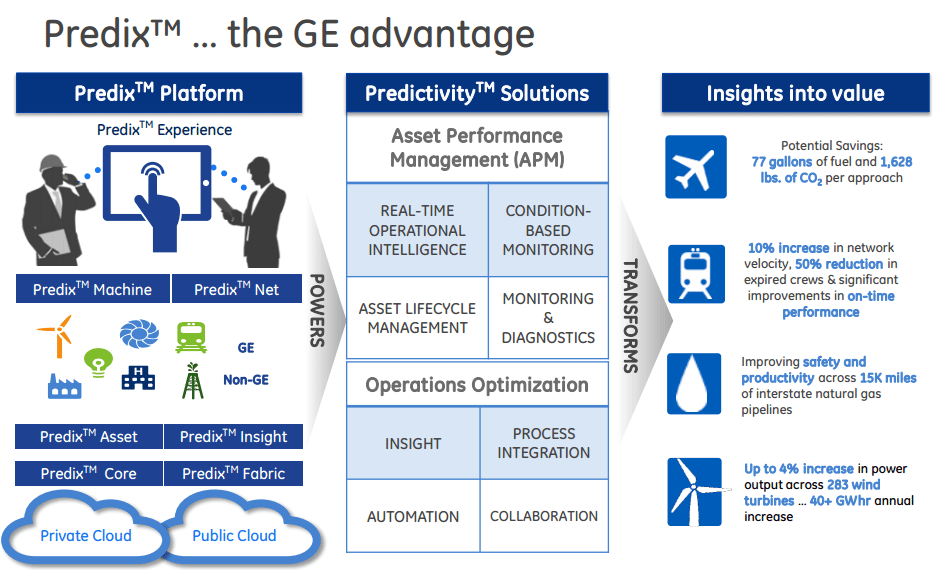
With that data, the Predix deep learning capabilities can spot potential problems and possible solutions. GE spent around $1 billion developing the system, and by 2020 GE expects Predix to process one million terabytes of data per day.
GE now has seven Brilliant Factories, powered by their Predix system, that serve as test cases. It claims positive improvements at each. For example, according to GE their system result in, their wind generator factory in Vietnam increasing productivity by 5 percent and its jet engine factory in Muskegon had a 25 percent better on-time delivery rate. They claim it has also cut unplanned downtime by 10-20 percent by equipping machines with smart sensors to detect wear.
In the video below, GE explains how it’s Brilliant Factory technology is being used at its Grove City, PA factory:
Fanuc
While GE and Siemens are heavily focused on applying AI to create a holistic manufacturing process, other companies that specialize in industrial robotics are focusing on making robots smarter.
Fanuc, the Japanese company which is a leader in industrial robotics, has recently made a strong push for greater connectivity and AI usage within their equipment. In 2015 Fanuc acquired a 6 percent stake in the AI startup Preferred Network for $7.3 million to integrate deep learning to its robots.
In early 2016 it announced a collaboration with Cisco and Rockwell Automation to develop and deploy FIELD (FANUC Intelligent Edge Link and Drive). It is described as an industrial internet of things platform for manufacturing. Just a few months later Fanuc partnered with NVIDIA to to use their AI chips for their “the factories of the future.”
Fanuc is using deep reinforcement learning to help some of its industrial robots train themselves. They perform the same task over and over again, learning each time until they achieve sufficient accuracy. By partnering with NVIDIA, the goal is for multiple robots can learn together. The idea is that what could take one robot eight hours to learn, eight robots can learn in one hour. Fast learning means less downtime and the ability to handle more varied products at the same factory.
While humans had to initially program every specific action an industrial robot takes, we eventually developed robots that could learn for themselves. In the future, more and more robots may be able to transfer their skills and and learn together. Robot application with relatively repetitive tasks (fast food robots being a good candidate) are the low-hanging fruit for this kind of transfer learning.
The video below, shows how a FUNAC robot autonomously learns to pick up iron cylinders positioned at random angles:
KUKA
KUKA, the Chinese-owned German manufacturing company, is one of the world largest manufacturers of industrial robots in the world. One use of AI they have been investing in is helping to improve human-robot collaboration.
Most industrial robots were very strong and stupid, which meant getting near them while they worked was a major health hazard requiring safety barriers between people and machines. KUKA claims their LBR iiwa “is the world’s first series-produced sensitive, and therefore HRC-compatible, robot.” Its use of intelligent control technology and high-performance sensors means it can work right beside a human without the risk of accidentally crushing a person.
KUKA uses these LBR iiwa robots in their own factories, as do other major manufacturers like BMW. The video shows how the robots are being used at a BMW factory.
The ability to work safely with humans may means mobile robots will be able to deployed in places and functions they haven’t been before, such as working directly with humans to position components. They can also quickly be reassigned to new tasks basically anywhere in the factory as needs change. They hold the potential to improve efficiency and flexibility in factories. …
Concluding Thoughts on Machine Learning in Manufacturing
Automation, robotics, and complex analytics have all been used by the manufacturing industry for years. For decades entire businesses and academic fields have existed for looking at data in manufacturing to find ways reduce waste and improve efficiency. Manufacturing is already a reasonably streamlined and technically advanced field.
As a result – unlike some industries (such as taxi services) where the deployment of more advanced AI is likely to cause massive disruption – the near term use of new AI technology in the manufacturing industry is more likely to look like evolution than a revolution.
Greater industrial connectivity, more widely deployed sensors, more powerful analytics, and improved robots are all able to squeeze out noticeable but modest improvements in efficiency or flexibility.
We are seeing these newer applications of machine learning produce relatively modest reductions in equipment failures, better on-time deliveries, slight improvements in equipment, and faster training times in the competitive world of industrial robotics. These the improvements may seem small but when added together and spread over such a large sector the total potential saves is significant. According to the UN, worldwide value added by manufacturing (the net outputs of manufacturing after subtracting the intermediate inputs) was $11.6 trillion 2015. This is why companies are spending billions on developing AI tools to squeeze a few extra percentage points out of different factories.
Long-term, the total digital integration and the advanced automation of the entire design and production process could open up some interesting possibilities. Customization is rare and expensive while high-volume, mass produced goods are the dominant model in manufacturing, since currently the cost of redesigning a factory line for new products is often excessive.
Consumers for the most part have been willing to make the trade off because mass produced goods are so much cheaper. If technology that makes manufacturing more flexible is widely deployed, causing customization to become cheap enough, that could create a real shift in numerous markets. Instead of most shoes coming in a dozen sizes, they might be made in an infinite number of sizes – each order custom-fitted, built, and shipped within hours of the order being placed.
Header image credit: Cerasis
















{kind=link}
{kind=link}
{kind=link}